

TOYOLAC™ ABS树脂
ABS树脂TOYOLAC™是一种十分通用的热塑性塑料,由丙烯腈、丁二烯及苯乙烯聚合而成,在“强度”、“轻便性”和“美观性”方面具有一系列独特的性质。
TOYOLAC™广泛用在工业和家庭用品中,这是因为其具有一系列独特的性质(兼具强度、轻便性和美观性)和优异的机械、化学和电气特性及zhuoyue的加工性。
该树脂不仅有极具成本竞争力的通用等级,还有高性能等级,比如室内工程塑料合金、透明级和抗静电级以及碳纤维增强级。
TOYOLAC™是目前性能zuijia的ABS树脂,适用于新项目、新设计和新应用。


成型条件
TOYOLAC™ 拥有出色的流动性和热稳定性,使用一般的注塑成型机便能方便地进行成型。标准干燥条件以及成型条件如下所示:
Ⅰ. 干燥为了得到良好的成型品,ABS树脂需要在适当的条件下进行干燥。为了获得良好的成型品,挤出粒子的水分率必须控制在0.1%以下,0.05%以下为更佳。
因此进行干燥的话,例如使用箱式热风干燥机的情况下,需要进行80℃3~6小时,或者90℃2~3小时方能达到效果。TOYOLAC™的干燥曲线如图1所示。
耐热等级TOYOLAC™和 TOYOLACPAREL™ 干燥时,请用高于通用等级的温度进行干燥。
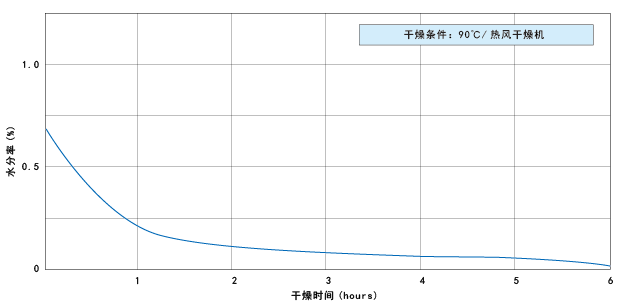
图1. TOYOLAC™的干燥曲线
Ⅱ. 成型条件设定成型条件时必须将成型机,成型品的形状,大小或者模具结构等考虑在内。
Ⅲ. 机体筒温度通常Zui实用的温度范围为210~240℃(设定)。
图3 表示TOYOLAC™的螺线流动长度同机体筒设定温度之间的关系。
通常考虑到为了得到良好的表面状态,以及减小残留应力的情况下,模具温度在40~80℃的范围内zuihao尽可能的提高。
但如果模具温度过高的话,由于会造成成型周期变长,因此必须根据各种成型品的不同,进行合适的温度设定。
| 通用 | 80~90℃/3~5hrs | 220~240℃ | 40~80℃ |
| 耐磨耗・高滑动 | |||
| 高光泽 | |||
| 涂装・电镀 | |||
| 耐化学性 | |||
| 透明 | 80~90℃/3~5hrs | 210~230℃ | 40~70℃ |
| 耐划傷性 | |||
| 耐热 | 90~100℃/3~5hrs | 240~260℃ | 40~80℃ |
| 阻燃 | 80~90℃/3~5hrs | 190~230℃ (884:~210℃) | 40~80℃ |
| 持续型抗静电 | 85~95℃/3~5hrs | 210~240℃ | 30~80℃ |
| 纤维强化 | 90~100℃/3~5hrs | 240~260℃ (885VG20:~250℃) | 60~90℃ |
| ABS//PC合金 | 100~110℃/4~8hrs | 240~270℃ | 50~80℃ |
| ABS//PBT合金 | 90~110℃/3~8hrs (VX10G20:~120℃) | 240~260℃ | 60~80℃ |
| ABS//PA6合金 | 开封后立即进行成形的情况,无需进行干燥 开封后进行保存的情况 以80~90℃/3~8hrs进行除湿干燥 | 240~260℃ | 60~80℃ |
为了缩小成型品的变形和收缩等,必须有充分的注塑压力和保持时间。所以必须在观察成型品外观的同时,进行注塑压力条件的选择。
Ⅵ. 模具设计使用TOYOLAC™时的模具用普通的树脂成型用模具即可。与聚乙烯树脂和聚丙烯树脂相比,如果设置若干稍大的浇口和流道的话,可以得到更加良好的成型品。除此以外无需特意设置其他任何模具。 因为在成型中TOYOLAC™黏着模具的倾向较小,除了模具表面不平和倒扣结构的情况以外,无需使用脱模剂。成型收缩率会因成型条件和成型品的形状不同而有一定偏差,TOYOLAC™一般在0.4%~0.6%范围之间。再者,如果出模角度控制在1/200~1/100范围内的话,可以得到良好的成型品。
- 日本东丽PBT总代理商 2025-01-23
- 日本东丽PA6总代理商 2025-01-23
- 日本东丽PA66中国授权代理商 2025-01-23
- 日本东丽PPS总代理商 2025-01-23
- 台湾台化PS 2025-01-23
- 台湾台化ABS 2025-01-23
- 德国巴斯夫PBT中国总代理商 2025-01-23
- 德国巴斯夫PA6一级代理商 2025-01-23
- 德国巴斯夫PA66一级代理商 2025-01-23
- 美国杜邦PA66一级代理商 2025-01-23